Doğanlar Mah. Izeltas Atrium Sitesi 1483/1 Sk. No:2 Bornova - Izmir-Turkey | info@aksan-tm.com





Nampower şu an piyasada bulunan en yüksek kaliteli profesyonel çapak alma, köşe yuvarlama ve yüzey finiş takımlarıdır.
Fiber donanmış termoplastik tabana bağlı esnek aşındırıcı naylon filamentlerden oluşmuştur.
Seramik ve silikon karbürün eşsiz birleşiminden meydana gelen nampower aşındırıcı disk fırçaları, azami çapak alma oranını ve ideal yüzey kalitesini aynı anda ortaya koyar.
Fırçaların iki çeşidi mevcuttur:
Nokta tipi (Dot Style) fırçalar genel amaçlı çapak alma ve yüzey sonlandırma uygulamaları, Tirbün tipi (Tirbune Style) frıçalar ise orta ve ağır çapak alma uygulamaları için üretilmiştir.
Bu yüksek verimlikli takımlar güvenilir, istikrarlı ve uygun maliyetli sonuçlar meydana getirir.
Nampower disk fırçaları kolaylıkla günümüz otomatik makinalara, cnc işleme merkezlerine, transfer tezgahlarına ve robotik uygulamalara entegre edilebilir.
FIRÇA SEÇİMİ
Nokta tipi (Dot Style) fırçalar.
Genel amaçlı köşe çapak alma ve yüzey finiş uygulamaları için kullanılır. Nokta tipi fırçalar hafif çapak alma uygulamaları için ekonomik bir seçimdir. Nokta tipi fırçalar ekstra esneklik sunar ve bu sayede küçük deliklere ve dar alanlarda kolaylıkla kullanılabilir.
Tirbün tipi (Tirbune Style) fırçalar.
Orta ve ağır çapak alma uygulamaları için idealdir. Tirbün tipi fırçanın yüksek yoğunluklu yapısı kısa çevrim zamanı ve uzun takım ömrü sağlar.
Fırça tel uzunluğu seçimi
Nampower disk fırçalar 18mm ve 38mm tel uzunluklarında bulunmaktadır. Fırça tel uzunluğu seçimi, fırça esnekliğini veya fırça agresifliğini belirler. Uzun telli fırçalar daha esnek ve daha az aşındırıcı iken kısa telli fırçalar daha az esneklikte fakat daha yüksek aşındırıcıdırlar. Çapak boyutu, parçanın şekli ve uygunluğu, yarıçap gereksinimleri ve yüzey kalite gereksinimlerinin hepsi fırça boyu seçiminde önemlidir.
KUM SEÇİMİ
Kum seçimi başlangıç yüzeyinin kalitesine ve ulaşılmak istenilen sonuca bağlıdır. Genel kural olarak istenen yüzey kalitesini sağlayacak en kaba kumu kullanmak gerekir. İnce kumlu bir takım, kaba bir yüzeyde, kaba kumlu bir takıma göre daha az etkili olur. Kaba kum takımlar sert çapaklarda veya ince bir yüzey istenmediğinde tercih edilmelidir.
| Kum seçimi | Başlangış Ra değeri |
| 80 | 1.4 - 1.5 |
| 120 | 1 - 1.4 |
| 180 | 0.7 - 1 |
| 320 | 0.6 - .7 |
FIRÇA ÇAPI SEÇİMİ, PARÇANIN TAMAMININ KAPSANMASI
Parçanın kapsanması: İdeal fırça, çalışılacak parçadan 70mm büyük olmalıdır. Bağlama düzeninin kısıtlaması nedeniyle daha küçük bir fırça gerekiyorsa, fırçanın merkez çizgisi, hedeflenen köşeden en az 35mm taşacak şekilde hizalanmalıdır.
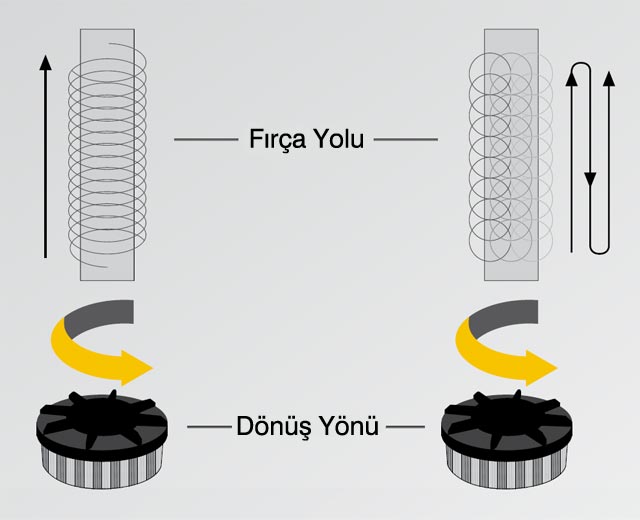
Takımın çalışma yolu. Dönüş istikameti.
Takımın çalışma yolu: Fırça tam hızda dönmeli ve parçadan ayrılıp yolunu tamamlayana kadar dönmeye devam etmelidir.
Dönüş istikameti: Fırçanın dönüş yönü, kesici takımın oluşturduğu çapakların tersi yönde olmalıdır.
Önerilen işlem parametreleri.
Devir
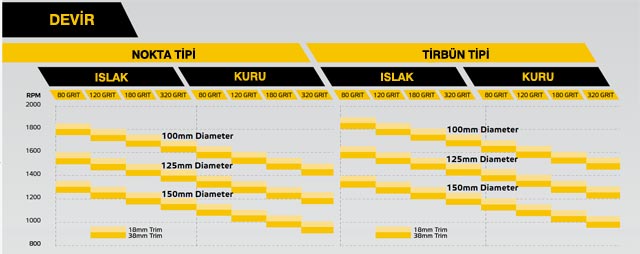
Fırçaların aşırı ısınıp naylonun yüzeye bulaşmasını önlemek için MSMFS de listelenmiş maksimum hızdan daha düşük bir devirde çalıştırılmalıdır. Fırçanın üzerinde yazan maksimum dönüş hızı uygun çalışma hızı değildir. Kuru uygulamalarda 2.500 rpm nin altında, yaş uygulamalarda ise 3.500 rpm nin altında kalmak önerilmektedir. 150mm çaplı fırça 1400 devirde, 2800 devirde olduğundan daha etkilidir. Aşırı hız, özellikle uzun telli fırçalarda,tellerin bükülmesi ve parça üzerinde sekmesine neden olur. Genellikle yüksek devir çapak alma agresifliğini arttırır.
Aşınma kompenzasyonu:
Özel ekipmanlarda aşınma kompenzasyonunu otomatikleştirmek mümkündür. Elektronik kontrolleri kullanarak tahrik motorundaki yükü görüntüleyerek fırçanın baskısını ayarlayıp basıncın nispeten tutarlı bir miktarda kalması sağlanabilir. Otomatik yük ayarlamaları olmayan Standard CNC makinelerinde, otomatik indexleme, probe ile kontrol yada elle ayarlama gibi farklı yöntemler kullanılmalıdır.
Baskı Derinliği
| Fırça Derinliği | Baskı Derinliği |
| Nokta Tipi | 0.381 – 3.962 mm |
| Tirbün Tipi | 0.177 - 2.362 mm |
İnce telli fırçalarda,Baskı miktarı mevcut tel uzunluğunun %10 una kadar girecek şekilde ve kalın telli fırçalarda %5ine kadar girecek şekilde ayarlanmalıdır. Genellikle devir hızı düşürülüp baskı arttırılarak fırça teli parça hatlarına sorunsuzca oturtulur. Bu şekilde fırça teli parçaya çarpmaz ve yüzeyinde sekmez tersine parçanın yüzeyi ve köşeleri boyunca sanki eğe gibi çapakları alıp süpürür. Bu fırçalama şekli aynı zamanda fırça dayanımının artmasını sağlar.
İLERLEME HIZI
| Malzeme | İlerleme Oranı |
| Demir Olmayan | 2,032 m / dk |
| Dökme Demir | 1,524 m / dk |
| Yumuşak Çelik ve Dökme Demir | 1,27 m / dk |
| Paslanmaz ve Alaşımlı Çelikler | 0,762 m / dk |
| Titanyum ve Yüksek Nikel Alaşımları | 0,762 m / dk |
İlerleme hızı, çapak boyutu, iş parçası malzemesi, yüzey hatları ve pürüzlülük gereksinimleri gibi birçok faktör tarafından belirlenir. Konturlu yüzeyler, düz yüzeylere göre daha düşük hızlarda ve daha yüksek baskıda işlenmelidir. Başlangıç ilerleme hızı 30fpm ve 80 fpm olarak tavsiye edilir fakat son ilerleme hızı uygulamaya özeldir ve çapak alma deneyimine göre geliştirilmelidir.
Uygulama Yönergeleri
Daha fazla agresiflik için |
Daha az agresiflik için -Fırça uzunluğunu arttırın -Daha küçük çaplı fırça kullanın -Daha ince kum kullanın -Orta yoğunluklu kıl fırça kullanın (Nokta Tipi) -Baskıyı düşürün |
Kontur almak için -Fırça uzunluğunu arttırın -İnce kumlu fırça kullanın -Düşük yoğunluklu kıl fırça kullanın (Nokta Tipi) -Basıncı arttırın |
| İnce yüzey için -Fırçayı soğutucu ile kullanın -Uzun kıllı fırça kullanın -Devir hızını arttırın |
Kaba yüzey için -Fırçayı soğutucusuz çalıştırın -Kum boyunu arttırın -Daha küçük çaplı fırça kullanın -Devir hızını düşürün |
İz Leke Temizlemek için -Fırçayı soğutucu ile kullanın -Küçük çaplı fırça kullanın -Devir hızını düşürün -Basıncı azaltın |
DİSK FIRÇALAR
Nampower disk fırçaları tezgahta veya elde çapak almak, yüzey pürüzlülüğünü düşürmek ve köşe yuvarlamak için kullanılan aşındırıcı naylon takımlardır. Nampower disk fırçaları, yüksek yoğunluklu, dengeli ve parçalanmaz bir yapıya sahiptir. Tel fırçalara ve keçe aşındırıcı fırçalara bir alternatif olan NamPower disk fırçaları, türbin bıçakları, çelik dişliler, makine parçaları, ve şaft-mil finiş işlemlerinde kullanılır. Ayrıca kesici takım (matkap, freze son çapaklarının alımı vs.) köşe yuvarlama ve finişi için idealdir.Tüm sanayi fırçalarında olduğu gibi disk fırçaları seçerken de önemli olan,
- Uygun çap
- Taban genişliği
- Fırça boyudur.
Fırçanın taban genişliği parçanın kenarında çapak alacak kadar geniş olmalı aynı zamanda parçanın girintilerine erişip işlem yapabilecek darlıkta olmalıdır. Seçilen aşındırıcı boyutu (kum) kesme ve pürüz almayı etkiler. Kum seçimi esnekliği de etkiler. Kaba kum fırçaların tel (filament) çapı büyük olur. Kaba kumlu fırçaların kumu daha düşük sayı ile belirtilir. Örneğin: 120 kum, 320 kuma göre daha kabadır.
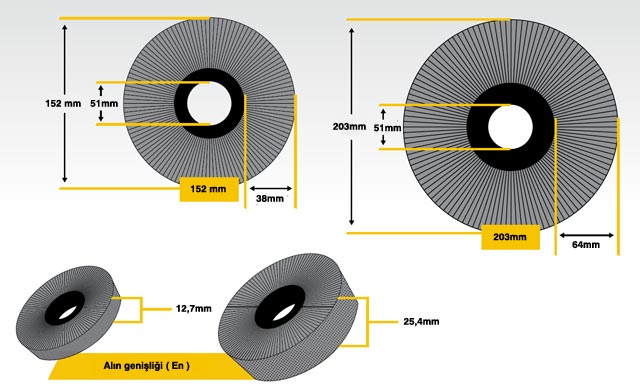
Fırça Çapı Seçimi
NamPower disk fırçalar standart olarak 6inç (150mm) ve 8inç (200mm) çaplarındadır. Büyük çaplı fırçalar daha az agresif ve daha fazla esnek iken küçük çaplı fırçalar daha az esnek ve daha fazla agresiftirler. Çapak boyutu, parçanın şekli ve köşe yuvarlama gereksinimleri, son işlem gereksinimleri ve fırçanın üzerinde kullanılacağı tezgah, fırça çapı seçimini etkileyen etkenlerdir.
Kum Seçimi
| Kum Seçimi | RA Değeri |
| 80 | 1.4 – 1.5 |
| 120 | 1 – 1.4 |
| 180 | 0.7 - 1 |
| 320 | 0.7 – 0.7 |
Kum seçimi başlangıç yüzeyinin kalitesine ve istenilen sonuca bağlıdır. İstenen yüzey kalitesini sağlayacak en kaba kumun seçilmesi gerekir. İnce kumlu bir takım kaba bir yüzeyde, kaba kumlu takıma göre daha az etkili olur. Kaba kum takımlar sert çapaklarda veya hassas bir yüzey istenmediğinde tercih edilmelidir.
Kesme Derinliği
| Tel (Filament Çapı ) / KUM | 152mm Disk Fırça | 203mm Disk Fırça |
| 0.045 / 500 | 3,81 | 3,81 |
| 0,55 / 320 | 3,81 | 3,81 |
| 0,55 / 120 | 3,81 | 3,81 |
| 0,88 / 180 | 1,90 | 1,90 |
| 1,01 / 80 | 1,90 | 1,90 |
| 1,01 / 120 | 1,90 | 1,90 |
Standart uygulamada, ince telli (flamentli) fırçalarda, fırça boyunun %10 u kalın telli fırçalarda, fırça boyunun %5 i kadar baskı uygulanmalıdır.
İlerleme Hızı
Fırça çapı, kum seçimi, Dönüş hızı ve kesme derinliği belirlendikten sonra ilerleme hızı denenerek belirlenir. İlerleme hızını, çapak alma / köşe yuvarlama işleminin istenen seviyesini oluşturabilecek en yüksek orana ayarlayın. En iyi fırça ömrü ve yüzey pürüzlülüğü, devir (rpm), baskı ve ilerleme hızı arasındaki doğru dengeyi bularak elde edilebilir. Düşük hız ve hafif basınç daha uzun fırça ömrü sunar, daha az ısı üretir ve daha az enerjiye ihtiyaç duyar. Daha yüksek devir ve baskı gerektiğinde, daha agresif bir fırça kullanılması tavsiye edilir. Isı, naylon fırça tellerinin (flament) ömrüne ve performansına olumsuz etki eder. Soğutma sıvısı imkânı varsa mutlaka kullanınız.
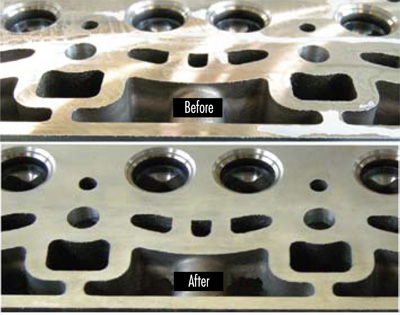
NamPower disk fırçaları metal parçaların keskin köşelerini almak ve istenilen köşe yuvarlatmayı oluşturmak için idealdir.
Nampower® Hex-DriveAbrasive Disk Brush
Aşındırıcı Disk Fırçalar
Nampower takımları yarı otomatik ve tam otomatik tezgahlarda (NC,CNC ve Robotik uygulamalar) kullanılmak için üretilmiştir. Benzersiz tahrik sistemi sayesinde her iki yöne çalışabilen takımlar 360 derece yüzey işleme yapar.Tipik olarak çapak alma temizleme, köşe radyus yuvarlama ve genel yüzey işlemede kullanılır.

Uygulamalar
+ Çapak Temizleme Çapak Alma
+ Pas Temizleme
+ Conta Temizleme
+ Boyama ve Kaplama Öncesi Temizlik
+ Döküm öncesi kalıp temizleme
+ Alın yüzey işleme (finish yüzey)
+ Yüzey kalitesini iyileştirme. Surface finishing
+ Kaynak temizleme
+ Fiberglas temizleme
+ Plastik otomotiv parçaları