Doğanlar Mah. Izeltas Atrium Sitesi 1483/1 Sk. No:2 Bornova - Izmir-Turkey | info@aksan-tm.com


Çapak Alma Nedir?
Endüstride metaller belirli bir şekil ve boyutta parçalara ulaşmak için pek çok yöntemle işlenirler. Örnek olarak metal kaynak, döküm, torna, freze gibi değişik işlemlerden geçmiş olabilir. Bu işlemler genellikle parça kenarlarında kaba çıkıntılar oluşturur. Metal işlendiğinde oluşan bu çıkıntılı parçacıklar ve kesinlikler çapak olarak adlandırılır. Bu istenmeyen çapakların alınmasına da çapak alma denir. Çapak keskin bir köşede ince bir tel şeklinde olabileceği gibi yüzeyde bir çıkıntı formunda da olabilir.
Çapak oluşumu parça tasarımı ve işlemesi sırasında mühendislik çalışmalarıyla azaltılabilir veya elimine edilebilir.
Deliklerde oluşan çapaklar malzeme ve bağlama sorunlarına sebep olurlar. Çapaklar delik köşelerinde daha fazla baskı oluşmasına sebep olarak çatlama dayanımını ve yorulma ömrünü azaltır. Bağlayıcının oturma yerine girerek bağlayıcıya veya montaja zarar verir. Deliklerdeki çapaklar kaba yüzeylerdeki kaplama kalınlığını etkileyeceğinden ayrıca paslanma riskini de arttırır. Keskin köşelerde elektrik birikimi artacağından statik elektrik boşalma riskini arttır. Hareketli parçalardaki çapaklar istenmeyen sürtünme ve ısınmayı arttırır. Keskin yüzeylerde ayrıca yağlamada problemlidir. Birleşme yerlerindeki aşınma artacağından parça değişim sıklığı artacaktır.
Çapak alma işlemi çeşitli yöntemlerle gerçekleştirilir. Aşındırıcı madde tatbik edilebilir veya aşındırıcı bezler malzemeye sürülerek bu küçük çapaklar alınırken parçada parlaklık sağlanabilir. Diğer durumlarda kumlama, zımparalama gibi yöntemler manuel veya makinalarla uygulanmaktadır.
Birbirine Açılan Deliklerde Çapak Alma Yöntemleri:
 |
| Flex-Hone Çapak Alma Fırçaları |
Talaşlı imalatta birbirine açılan deliklerde çapak alma oldukça sıkıntılı bir işlemdir. Çapağı alınacak yüzey deliğin iç kısmında kaldığından ulaşılması zordur. Bu tip zorlu çapaklarda çap, talaş sertliği, delik çaplarının birbirine oranı gibi faktörlere bağlı olarak değişik takımlar yardımıyla çapak alma yapılabilir.
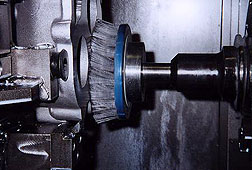
Flex-Hone Çapak Alma Fırçaları
Flex-Hone Çapak Alma Fırçalarıyla birbirine açılan deliklerin çapaklarının temizlenmesi.
Flex-Hone Çapak Alma Videosu. (Birbire açılan delikler) Cross Hole Deburring
Birbirine açılan deliklerin çapağını almak pahalı ve zaman alıcı bir işlemdir. Flex-Hone takımları bu çapakları temizlerken radyuslu yuvarlatılmış bir geçiş oluşturur. Takım delik içinde kendini merkezler, esnek yapısı sayesinde rijit baglamalara gerek duymaz. Kolay kullanımı ile güvenli,ekonomik tekrarlanabilir sonuçlar verir. Deliklerin içine açıldığı ana delikte kullanılması önerilir. 3,5mm. çapından büyük tüm deliklerde (ana delik çapı) ve her türlü malzemede kullanılabilir.
GMO – Mikro Delikler için Çapak alma takımı:
1.2mm ile 7.5mm çaplarındaki küçük deliklerin çapaklarını almak için idealdir. CNC tezgahlarda kullanılabilir. Kesici bir yöntem olduğundan sert çapaklarda iyi ve güvenilir sonuçlar verir. Kör deliğin dibine açılan deliklerin çapaklarını sorunsuzca alabilir. Gmo Kataloğu
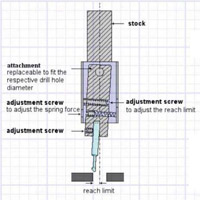
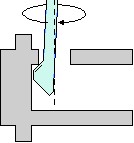
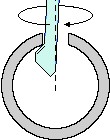



ADCT – Otomatik Çift Taraflı Çapak Alma Ve Pah Kırma Takımları
 |
| ADCT Çapak Alma Ve Havşa Takımı |
5mm ve daha büyük deliklerde pratik ve güvenilir sonuçlar verir. Takımın uç kısmı merkezleme yaptığından sütunlu matkap gibi tezgahlarda güvenle kullanılabilir. Ana delik ve açılan delik çaplarının oranı en az 1/3 olmalıdır. Kesici bıçak ve yay baskısı ayarlanabildiğinden kontrollü olarak pah kırabilir. Basit ve ekonomik bir çözümdür. ADCT ürün sayfası..
Otomatik Çift Taraflı Çapak Alma Ve Pah Kırma Videosu
Minyatür Çapak Alma Fırçaları
Flex-Hone takımlarının giremeyeceği ölçülerde hafif çapak alma işlemleri yapmaya yararlar. 1mm ve daha büyük deliklerde kullanılabilir. Elmas aşındırıcı tipleri sert malzemelerde kullanılır. Minyatür Fırçalar Ürün Sayfası...


Orbitool – Çapak Alma Takımları
Yeni bir ürün olana orbitool ulaşılması zor yerlerde manuel veya otomatik çapak alma işlerinde kullanılır.
Orbitool Çalışma Videosu
Diğer Çapak Alma Çözümleri:
Aşındırıcı Naylon Disk Fırçalar:
Hafif çapak alma ve yüzey işleme için idealdir. Kaideli veya masaüstü taşlamalarda kullanılabilir. Klasik tel fırçalara mükemmel bir alternatif sunar. Farklı tip aşındırıcı ve kumlarda bulunur. Matkap ve freze bilemeden sonra keskinlikleri yuvarlamada kullanılabilir.

| İşlem | Önce | Sonra |
 |
 |
 |
NamPower End Brush:
Düz yüzeylerde çapak alma köşe yuvarlama ve yüzey işlemede kullanılırlar. CNC NC tezgahlara kolayca monte edilirler. NamPower Ürün Sayfası...

| Önce | Sonra |
 |
 |
Hazırlayan: Yamaç Aksan
Özgün İçeriği link bağlantı vererek kopyalayabilirsiniz. (01.05.2012) Aksan Teknik Mühendislik.
Kaynaklar:
Wikipedia
Weiler Corp
BRM- Brush Reasearch Manufacturing
Aksan Teknik Mühendislik