
Flex-Hone Esnek Honlama Fırçaları
Yüzey işleme, çapak alma ve plato finiş için dünya standardı. BRM Brush Research Manufacturing'in esnek honlama fırçaları ile silindir içi yüzeylerinizi mükemmelleştirin.
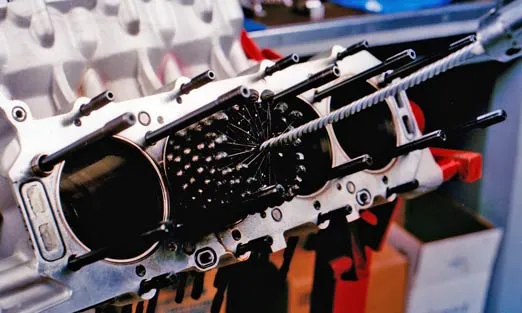
- Kendinden merkezlenen esnek yapı — rijit ayar gerektirmez
- Düşük sıcaklık, düşük basınçlı aşındırma — metalurjik yapıya zarar vermez
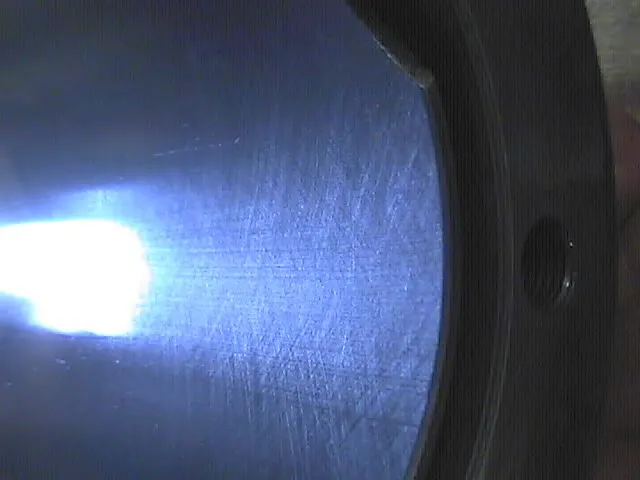
- Çapraz desen (crosshatch) oluşturarak optimum yağlama sağlar
- CNC tezgahta veya manuel kullanım
- 20'den 800'e kadar grit seçenekleri
Genel Bakış
Neden Flex-Hone?
Flex-Hone takımları birçok parlatma, çapak alma, temizleme ve köşe yuvarlama işlemi için ideal takımlardır. Değişik çap ve aşındırıcı tipinde bulunan honlama takımları, çok çeşitli malzemelerde üstün yüzey sonuçları sağlamak için esnek honlama sistemini kullanır. Diğer honlama yöntemleriyle karşılaştırılamayacak yüzey kalitesi elde eder.
- Her tip ve ölçüdeki silindir için süper finiş işlemi — kontrollü pürüzlülük, geometri ve metalurjik yapı
- Düşük sıcaklıklı aşındırıcı proses — metal yapısında yüksek dayanımlı yüzey oluşturur
- Esnek bükülebilen yapı — her aşındırıcı top bağımsız esneyerek kendinden merkezlenir
- Çoklu yağlama oyukları (vadileri) oluşturarak crosshatch deseni yaratır
Yüzey İşleme
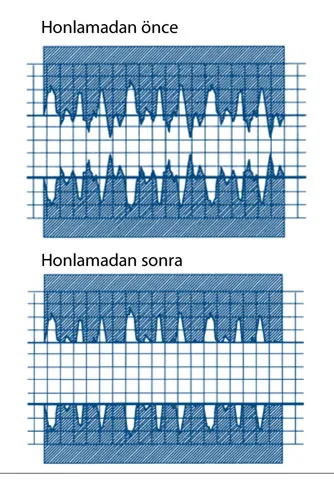
Yüzey İşleme ve Plato Finiş
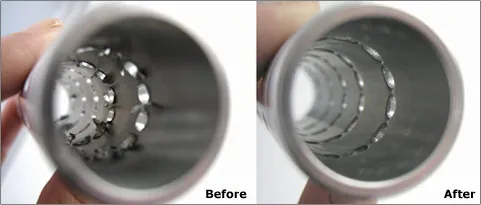
Flex-Hone takımı, Ra–Rk–Rpk değerlerini düşürürken yağ tutma değerleri Rvk ve Vo hacmini sabit tutar. Ön işlemde oluşan tepeleri keserek plato yapı oluşturur. Bu sayede keçeler zarar görmeden yerleştirilir, çapraz yapı optimum yağlama sağlar. Hidrolik ve pnömatik uygulamalar için idealdir.
Çapak Alma
Çapraz Delik Çapak Alma
Birbiri içine açılan deliklerin çapaklarını temizleme işlemi pahalı ve zaman alan bir süreçtir. Flex-Hone bu çapakların alınması ve temiz radyuslü bir birleşim oluşması için kullanılır. Esnek yapısı ile kendinden merkezli ve eksende çalışır, rijit ayar gerektirmez. En iyi sonuçlar için: birkaç paso saat yönünde giriş-çıkış, ardından ters yönde birkaç paso daha.

Teknik Veri
Grit Boyutuna Göre Yüzey Pürüzlülüğü
Aşağıdaki tablo referans amaçlıdır. Gerçek değerler malzeme, hız ve besleme oranına göre değişebilir.
| Grit (Kum) | Pürüzlülük (Ra) |
|---|---|
| 800 | Ra 3–10 µin (0.05–0.2 µm) |
| 600 | Ra 8–12 µin (0.2–0.3 µm) |
| 400 | Ra 10–20 µin (0.3–0.6 µm) |
| 320 | Ra 18–30 µin (0.5–0.7 µm) |
| 240 | Ra 24–32 µin (0.6–0.8 µm) |
| 180 | Ra 30–40 µin (0.7–1.0 µm) |
| 120 | Ra 35–50 µin (0.9–1.4 µm) |
| 80 | Ra 45–64 µin (1.2–1.6 µm) |
| 60 | Ra 60–80 µin (1.5–2.0 µm) |
| 40 | Ra 70–125 µin (1.7–3.2 µm) |
| 20 | Ra 125–250 µin (3.2–6.3 µm) |
Aşındırıcı Seçimi
Aşındırıcı Tipleri
İşlenecek malzemeye göre uygun aşındırıcı tipini seçmek, optimum sonuç için kritiktir.
| Malzeme | Önerilen Aşındırıcı |
|---|---|
| Çelik, paslanmaz çelik, döküm | Silikon Karbür (SC) |
| Alüminyum, bronz, pirinç, yumuşak metaller | Alüminyum Oksit (AO) |
| Düşük karbon çelikleri, paslanmaz, döküm | Zirkonyum Alüminyum (ZA) — SC'den uzun takım ömrü |
| Orta-yüksek karbon çelikler, 50+ HRC ısıl işlem, titanyum, inconel | Boron Karbür (BC) |
| Yüksek karbon çelikleri, egzotik alaşımlar | Tungsten Karbür (WC) |
| Birçok malzeme için son parlatma | Levigated Alüminyum (LA) |
| Karbür, seramik, sert takım çeliği | Elmas (D) |
Uygulamalar
Uygulama Alanları
- Kompresörler
- Hidrolik silindirler ve valfler
- Pnömatik silindirler
- Motor gömlekleri ve subap gaydları
- Fren merkezleri ve diskleri
- Basınçlı hava takım gövdeleri
- Paslanmaz boru parlatılması
- Buhar kazanı parçaları
Videolar
Flex-Hone Uygulama Videoları
Flex-Hone Kullanımı
NamPower ve Flex-Hone
Çapraz Delik Çapak Alma
Silindir Honlama
Dökümanlar
İndirmeler
İlgili Ürünler
Bunlara da Bakın
Uygulamanız için doğru Flex-Hone'u mu arıyorsunuz?
Malzeme, çap ve istenen yüzey kalitesine göre en uygun Flex-Hone takımını seçmenize yardımcı olalım.
Bize Ulaşın