
Adından da anlaşılacağı gibi bilyeler yardımıyla yüzeydeki pürüzlerin ezilmesidir. Bu ezme sonucunda ayna gibi yüzeyler elde edersiniz. Genel olarak deliklerde ve mil üzerlerinde uygulanır. Isıl işlem olmadığı takdirde her türlü metalde çok başarılı sonuçlar verir (alüminyum, döküm, çelik, paslanmaz çelik, bronz gibi tüm metaller uygundur).
Torna ve rayba gibi önişlemden sonra uygulanır. Soğuk çekme, dövme gibi işlemlerden sonra uygulanabilmesi için talaş kaldırılması gerekir. Yani yüzeyde talaş kaldırmada oluşacak pürüz olmalı ki ezilsin. Delik içi takımlarda 2.5 mikron yani 0.0025 mm hassasiyetle çap ayarı yapabilirsiniz.
En önemlisi işlem süresi bir kaç saniye gibi çok kısadır.
Ezerek parlatma önişlemden (tornalama, raybalama vs.) geçmiş parçaları pürüzsüz hale getirirken aynı zamanda ölçüye getirir. Hassas yüzeylerin istendiği üretimlerde honlama, lepleme, taşlamanın yerine saniyeler içinde mükemmel bir yüzey elde edilir.
Çalışma Prensibi
Ezerek parlatmanın temeli belirli bir yolu takip eden bilyenin, kendisine uygulanan kuvveti metal yüzeye aktarmasıdır. Ön işlemi yapılmış olan (torna, rayba vs.) metal yüzeyine hassas bir mekanizma yardımı ile, bilyelerin teması ile gerçekleşir.
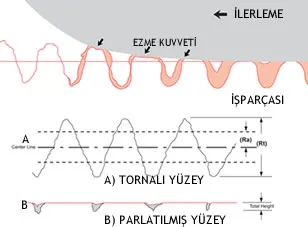

Metallerin mikro yüzey profiline bakıldığında tepe ve çukur diyebileceğimiz pürüzleri görürüz. Ezme işlemi sırasında tepelerin üzerine kuvvet uygulanmakta çukurların dışarı çıkması sağlanmaktadır. Bilyenin işparçasına teması ile metalin akma noktası geçilir ve plastik deformasyon meydana gelir. Bu bölgede metal milimetrenin yüzdelikli hanelerinde ezilmektedir. Plastik deformasyonun ardından malzeme bir miktar elastik olarak toparlanır. Burada bilye metale son kez temas ederek, yüzeyin pürüzsüz ve parlak olmasını sağlar.
Delik İçi Ezerek Parlatma Videosu
Uygulama Örnekleri

Ezerek Parlatma Teknolojisinin Avantajları
- Rz < 1 µm ve altında çok düzgün yüzeyler elde edilebilir.
- Bu yöntemle istenilen ölçü kolay ve hızlı yakalanır.
- İşlem tek geçişte biter. İşlem süresi, diğer yöntemlere oranla dakikalar yerine saniyelerle ölçülür.
- Ezme işlemi yüzeyi parlatırken, aynı zamanda sertleştirir. İşlem gören yüzeyin daha dayanıklı ve parlak hale gelmesini sağlar.
- Talaş, talaş tozu ve artıkları bırakmaz, gürültü çıkarmaz, çevreye zarar vermez.
- Takımlar tüm Universal ve CNC makinelere bağlanıp kullanılabilir.
- Takımlar oldukça dayanıklıdır. Aşınmadan kaynaklanan ölçü değişiklikleri olmadan uzun süre kullanılabilir.
Ezerek parlatma takımlarımızı inceleyin →
Hazırlayan: Yamaç Aksan