
Flex-Hone Flexible Honing Brushes
The world standard for surface finishing, deburring and plateau finish. Perfect your cylinder bore surfaces with BRM Brush Research Manufacturing's flexible honing brushes.
- Self-centering flexible design — no rigid setup required
- Low temperature, low pressure abrading — no damage to metallurgical structure
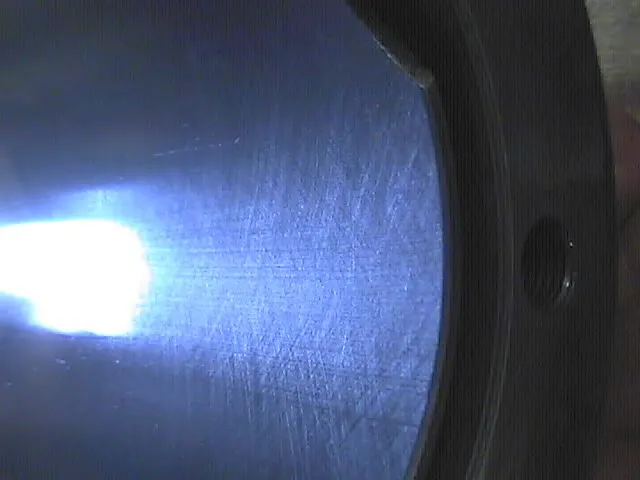
- Creates crosshatch pattern for optimal lubrication
- CNC machine or manual use
- Grit options from 20 to 800
Overview
Why Flex-Hone?
Flex-Hone tools are ideal for many polishing, deburring, cleaning and edge blending operations. Available in different diameters and abrasive types, the honing tools use a flexible honing system to achieve superior surface results on a wide variety of materials. They achieve surface quality unmatched by other honing methods.
- Super finishing for any type and size cylinder — controlled roughness, geometry and metallurgical structure
- Low temperature abrasive process — creates high-strength surface in metal structure
- Flexible bendable design — each abrasive globule flexes independently and self-centers
- Creates multiple lubrication reservoirs (valleys) forming a crosshatch pattern
Surface Finishing
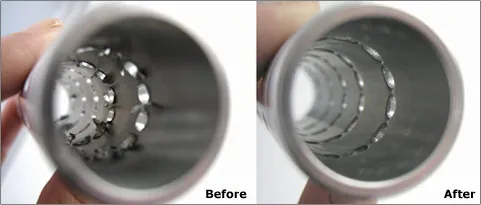
Surface Finishing and Plateau Finish
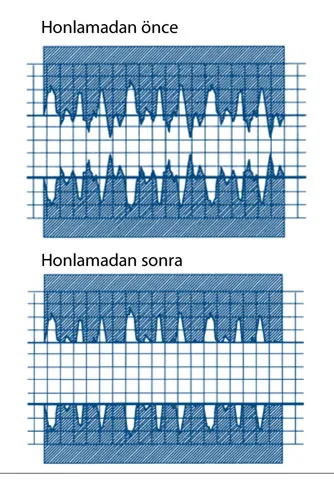
Flex-Hone reduces Ra, Rk and Rpk values while maintaining oil retention values Rvk and Vo volume. It cuts the peaks formed during preliminary processing to create a plateau structure. This allows seals to be installed without damage, while the crosshatch structure provides optimal lubrication. Ideal for hydraulic and pneumatic applications.
Deburring
Cross-Hole Deburring
Deburring intersecting holes is an expensive and time-consuming process. Flex-Hone is used to remove these burrs and create a clean radiused intersection. With its flexible structure, it works self-centered and on-axis, requiring no rigid setup. For best results: a few passes clockwise in-out, then a few more passes in reverse direction.

Technical Data
Surface Roughness by Grit Size
The table below is for reference purposes. Actual values may vary depending on material, speed and feed rate.
| Grit | Roughness (Ra) |
|---|---|
| 800 | Ra 3–10 microinch (0.05–0.2 micron) |
| 600 | Ra 8–12 microinch (0.2–0.3 micron) |
| 400 | Ra 10–20 microinch (0.3–0.6 micron) |
| 320 | Ra 18–30 microinch (0.5–0.7 micron) |
| 240 | Ra 24–32 microinch (0.6–0.8 micron) |
| 180 | Ra 30–40 microinch (0.7–1.0 micron) |
| 120 | Ra 35–50 microinch (0.9–1.4 micron) |
| 80 | Ra 45–64 microinch (1.2–1.6 micron) |
| 60 | Ra 60–80 microinch (1.5–2.0 micron) |
| 40 | Ra 70–125 microinch (1.7–3.2 micron) |
| 20 | Ra 125–250 microinch (3.2–6.3 micron) |
Abrasive Selection
Abrasive Types
Selecting the appropriate abrasive type based on the workpiece material is critical for optimal results.
| Material | Recommended Abrasive |
|---|---|
| Steel, stainless steel, cast iron | Silicon Carbide (SC) |
| Aluminum, bronze, brass, soft metals | Aluminum Oxide (AO) |
| Low carbon steels, stainless, cast iron | Zirconium Aluminum (ZA) — longer tool life than SC |
| Medium-high carbon steels, 50+ HRC heat treated, titanium, inconel | Boron Carbide (BC) |
| High carbon steels, exotic alloys | Tungsten Carbide (WC) |
| Final polishing for many materials | Levigated Aluminum (LA) |
| Carbide, ceramic, hard tool steel | Diamond (D) |
Applications
Application Areas
- Compressors
- Hydraulic cylinders and valves
- Pneumatic cylinders
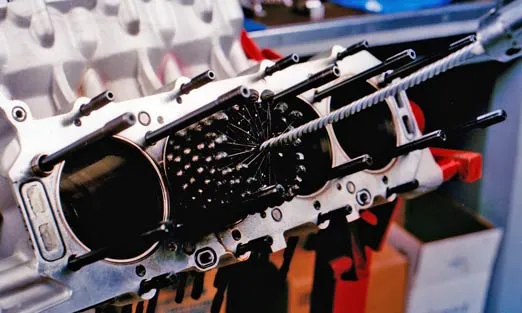
- Engine liners and valve guides
- Brake cylinders and discs
- Compressed air tool bodies
- Stainless steel tube polishing
- Steam boiler components
Videos
Flex-Hone Application Videos
Flex-Hone Usage
NamPower and Flex-Hone
Cross-Hole Deburring
Cylinder Honing
Documents
Downloads
Related Products
See Also
Looking for the right Flex-Hone for your application?
Let us help you select the most suitable Flex-Hone tool based on your material, diameter and desired surface quality.
Bize Ulaşın