Honing is an abrasive process that produces a precision surface on a metal workpiece. By pressing the honing stone against the cylinder surface in a controlled manner, it corrects the geometric structure of the surface while simultaneously improving the surface texture and roughness.
It is commonly used in the final finishing of internal combustion engine cylinders, gears and hydraulic cylinders. Although different types and variations exist, they all consist of one or more abrasive stones pressing against the surface to be honed.
Similar processes include superfinishing, lapping and roller burnishing.
Honing Stones

Special honing stones are used to achieve precision surfaces in the honing process. A honing stone consists of abrasive particles bonded together with a binder. The abrasive particles are generally irregular in shape and 10-50 microns in diameter (300-1500 mesh grit). Smaller particles produce smoother surfaces.
A honing stone is similar to a grinding wheel in many respects but has a more friable structure. This allows the honing stone to conform to the surface it is machining as it wears. To reduce friability, honing stones are treated with sulfur or paraffin.
Any type of abrasive material can be used to make honing stones. However, the most commonly used are Silicon Carbide, Aluminum Oxide and Diamond. Abrasive selection is generally determined by the material to be honed. While silicon carbide abrasive is suitable for many applications, high-hardness materials should be honed with super abrasives.
The honing stone typically rotates inside the cylinder while moving in and out. Special honing fluids provide smooth cutting action while flushing away cut material. Honing machines can be simple, portable or fully automatic depending on the application type.
Thanks to advances in abrasive technology, it is now possible to remove significantly more material than before. As a result, honing has begun to replace grinding in through-hole applications.
Mechanics of the Process

Since a honing stone resembles a grinding wheel, honing can be thought of as a form of low stock removal grinding. However, it is more appropriate to think of it as self-truing grinding.
In grinding, dimensional accuracy is closely related to the form of the grinding wheel. Therefore, defects in wheel dressing are transferred to the workpiece. This means grinding accuracy depends on the accuracy of the dressing unit. This accuracy deteriorates as the wheel wears and requires periodic truing.
Thanks to the complex motion of the honing stone, the dimensional accuracy problem in grinding is overcome by the honing process. For example, in cylinder honing, the honing stone makes 2 simultaneous movements. It applies radial pressure to enlarge the bore while moving axially back and forth. This reciprocating motion means the honing stone contacts a large area of the workpiece surface. Thus, imperfections of the honing stone are not transferred to the bore. Instead, both the honing stone and the bore reach a geometry that conforms to the stone's motion. In bore honing, this geometry is a cylinder.
Since this effect occurs in all honing operations, the honing stone will reach the desired form during processing. Therefore, honing stones do not need dressing or truing. This means the result of honing exceeds the accuracy of the honing machine itself.
The only difference between honing and grinding is not the stone movement. Honing machines are much softer machines. Since the purpose of grinding is to hold tight tolerances, the grinding wheel must be very precisely positioned on the workpiece. To achieve this, the grinding machine has a rigid structure and axis movements must be very precise.
Honing machines are relatively less precise machines. The structure relies on the honing stone's motion rather than machine accuracy. Instead of rigidly pressing the stone against the surface, it uses hydraulic or pneumatic pressure to allow the stone to conform to the workpiece.
Precision parts are typically ground first, then honed. Grinding provides the dimension while honing achieves the geometry. The difference between honing and grinding is not always clear-cut. Some grinding machines are equipped with complex truing systems, while some honing machines have dimensional control systems.
Cylinder Honing Video
Advantages of the Honed Surface
A corrected geometry provides quiet operation in precision parts.
Crosshatch Surface Texture

The surface texture resulting from honing provides uniform lubrication. Ideal for engine liners.
Plateau Finish
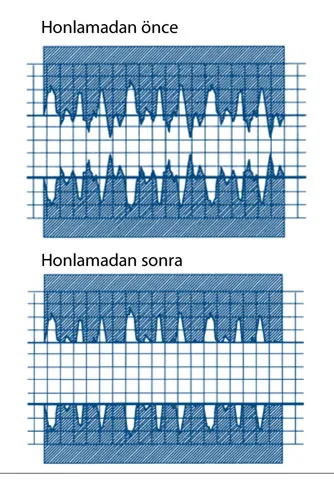
This is an ideal structure for oil retention on the surface. Achieved economically and practically with Flex-Hone honing brushes. Flex-Hone cuts the peaks formed during preliminary processing to create a plateau structure. The removal of these peaks allows seals to be installed and operate without damage, while the crosshatch structure provides optimal lubrication. Ideal for hydraulic and pneumatic applications.
Source: Wikipedia (Honing - Metalworking). Translated by: Yamac Aksan