In industry, metals are processed through many methods to achieve parts of specific shape and size. For example, metal may have undergone welding, casting, turning, milling and other processes. These processes generally create rough protrusions at part edges. These protruding particles and irregularities formed when metal is machined are called burrs. The removal of these unwanted burrs is called deburring. A burr can be a thin wire shape at a sharp edge or a protrusion on the surface.
Burr formation can be reduced or eliminated through engineering work during part design and machining.
Harmful Effects of Burrs
Burrs in holes cause material and assembly problems. Burrs at hole edges create additional stress, reducing crack resistance and fatigue life. They enter the fastener seating area, damaging the fastener or assembly. Burrs in holes also increase corrosion risk by affecting coating thickness on rough surfaces. Electrical charge accumulation increases at sharp edges, raising the risk of static discharge. Burrs on moving parts increase unwanted friction and heating. Sharp surfaces also cause lubrication problems. Increased wear at joints leads to more frequent part replacement.
The deburring process is carried out through various methods. Abrasive materials can be applied or abrasive cloths can be rubbed against the material to remove these small burrs while providing part brightness. In other cases, methods such as sandblasting and sanding are applied manually or with machines.
Deburring Methods for Intersecting Holes

Deburring intersecting holes in machining is a very challenging process. Since the surface to be deburred is inside the hole, it is difficult to reach. For these challenging burrs, different tools can be used depending on factors such as diameter, chip hardness and ratio of hole diameters.
Flex-Hone Deburring Brushes
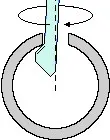
It is possible to clean burrs from intersecting holes with Flex-Hone deburring brushes. Deburring intersecting holes is an expensive and time-consuming process. Flex-Hone tools remove these burrs while creating a radiused, rounded transition. The tool self-centers in the bore and does not require rigid fixturing thanks to its flexible structure. It provides safe, economical and repeatable results with easy use. It is recommended to use in the main bore into which the other holes intersect. It can be used in all holes with a main bore diameter greater than 3.5 mm and in all materials.
GMO — Micro Hole Deburring Tool
Ideal for deburring small holes with diameters from 1.2 mm to 7.5 mm. Can be used on CNC machines. As a cutting method, it gives good and reliable results on hard burrs. It can easily deburr holes drilled into the bottom of blind holes. GMO product page →
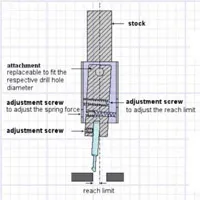



MDT — Deburring Tools
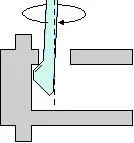
Provides practical and reliable results in holes 5 mm and larger. Since the tool tip self-centers, it can be safely used on machines like drill presses. The ratio of main bore to intersecting hole diameters must be at least 1/3. Since the cutter blade and spring pressure are adjustable, it can create controlled chamfers. A simple and economical solution. MDT product page →
Miniature Deburring Brushes
Used for light deburring operations in sizes where Flex-Hone tools cannot fit. Can be used in holes 1 mm and larger. Diamond abrasive types are used on hard materials. Miniature Brushes product page →


Other Deburring Solutions
Abrasive Nylon Disc Brushes
Ideal for light deburring and surface finishing. Can be used on pedestal or bench grinders. An excellent alternative to conventional wire brushes. Available in different abrasive types and grits. Can be used to round the sharpness of drill bits and end mills after sharpening.

NamPower End Brush
Used for deburring, edge blending and surface finishing on flat surfaces. Easily mounted on CNC/NC machines. NamPower product page →
Prepared by: Yamac Aksan. Sources: Wikipedia, Weiler Corp, BRM - Brush Research Manufacturing, AKS Teknik — Flexible Deburring Tools