Doğanlar Mah. Izeltas Atrium Sitesi 1483/1 Sk. No:2 Bornova - Izmir-Turkey | info@aksan-tm.com


Honlama Nedir?
Honlama metal işparçasında hassas yüzey elde eden aşındırıcı bir işlemdir. Honlama taşının kontrollü bir şekilde silindir yüzeyine bastırılması ile yüzeyin geometrik yapısını düzeltirken, aynı zamanda yüzey dokusunu ve pürüzlülüğünü iyileştirir.
Genellikle içten yanmalı motor silindirleri, dişliler ve hidrolik silindirlerin (finish) son işleminde kullanılır. Farklı tip ve varyasyonları bulunsa da hepsi honlanacak yüzeye bastıran bir veya daha fazla aşındırıcı taştan oluşur.
Benzer uygulamalar arasında süperfinish, lepleme, ezerek parlatma sayılabilir.
Honlama Taşları:
 |
| Silindir Honlama Kafası ve Honlama Taşı |
Honlama işleminde hassas yüzeyler elde etmek için özel honlama taşları kullanılır. Honlama taşı bir yapıştırıcı ile birbirine bağlanmış aşındırıcı parçacıklardan oluşur. Aşındırıcı partiküller genel olarak düzensiz şekillerde ve 10-50 mikron (micrometer) çapındadır. (300-1500 mesh-kum) Küçük çaptaki parçacıklar daha pürüzsüz yüzey çıkartırlar.
Bir honlama taşı birçok açıdan taşlama taşına benzer ancak honlama taşı daha kırılgan bir yapıdadır. Bu sayede honlama taşı aşındıkça işlediği yüzeye uyum sağlar. Kırılgan yapısını gidermek için honlama taşları sulfur veya parafin ile işlem görürler.
Her çeşit aşındırıcı malzeme honlama taşı yapımında kullanılabilir. Ancak ensık kullanılanları Silikon Karbür, Alüminyum Oksit ve Elmastır. Aşındırıcı seçimi genel olarak honlanacak malzemeye göre belirlenir. Bir çok uygulama için silikon karbür aşındırıcı uygunken, yüksek sertlikteki malzemeler süper aşındırıcılar ile honlanmalıdır.
Honlama taşı genellikle silindirin içinde dönerken içeri dışarı hareket eder. Özel honlama sıvıları yumuşak bir kesme işlemi sağlarken kesilen malzemeleri dışarı atar. Honlama makinaları uygulamaya tipine göre basit, taşınabilir veya tam otomatik olabilir.
Aşındırıcı teknolojisindeki gelişmeler sayesinde eskisine nazaran yüksek miktarda talaş kaldırmak mümkün olmuştur. Bu sayede açık delik uygulamalarda honlama taşlamanın yerini almaya başlamıştır.
İşlemin Mekaniği:
Honlama taşı taşlama taşına benzediğinden honlamada bir çeşit düşük talaş kadıran taşlama olarak düşünülebilir. Ancak kendi dönen bir taşlama olarak düşünmek daha uygun olacaktır.
 |
| Honlama Takımı |
Taşlama işleminde ölçü hassasiyeti taşlama taşının formu ile yakından ilgilidir. Bu nedenle taşın bilenmesinde oluşacak kusurlar işparçasına taşınır. Yani taşlama hassasiyeti bileme ünitesinin hassasiyetine bağımlıdır. Bu hassasiyet taşın aşınması ile kötüleşir ve periyodik sıfırlama gerektirir.
Honlama taşının kompleks hareketi sayesinde taşlamadaki ölçü hassasiyet sorunu honlama işlemi ile aşılmıştır. Örneğin silindir honlamada, honlama taşı aynı anda 2 hareket yapar. Radyal olarak yüzeye baskı yapıp deliği büyütürken, eksenel olarak ileri geri hareket eder. Bu ileri geri salınım hareketi sayesinde honlama taşı işparçasının yüzeyinde büyük bir alana temas eder. Böylece honlama taşının kusurları deliğe taşınmaz. Bunun yerine hem honlama taşı hem de delik, taşın hareketine uygun geometriye ulaşır. Delik honlama işleminde bu geometri bir silindirdir. Bu etki tüm honlama işlemlerinde olduğundan honlama taşı işlem sırasında istenen forma ulaşacaktır. Yani honlama taşlarının bilenmeye veya sıfırlanmaya ihtiyacı olmaz. Bu sayede honlama işleminin sonucu honlama tezgahının hassasiyetinin ötesindedir.
Honlama ile taşlama arasındaki tek fark taşın hareketi değildir. Honlama tezgahları çok daha yumuşak tezgahlardır. Taşlamanın amacı hassas toleransları tutturmak olduğundan taşlama taşı işparçasında çok hassas olarak konumlanmalıdır. Bunu sağlamak için taşlama tezgahı rijit bir yapıdadır ve eksen hareketleri çok hassas olmalıdır.
Honlama tezgahları göreceli olarak daha az hassas tezgahlardır. Makinanın hassasiyeti yerine honlama taşının hareketine dayanan yapıdadır. Taşın işparçasına uyum sağlaması için taşı rijit olarak yüzeye basmak yerine hidrolik veya pnömatik olarak bastırır.
Hassas ölçüdeki parçalar genellikle taşlanır ardından honlanır. Taşlama ölçüyü sağlarken honlamada geometriyi tutturur. Honlama ve taşlama arasındaki fark her zaman çok net değildir. Bazı taşlama tezgahları kompleks sıfırlama sistemleri ile donatılmışken, bazı honlama tezgahlarının ölçü kontrol sistemleri bulunmaktadır.
Silindir Honlama Videosu
Honlama Yüzeyinin Avantajları:
Düzeltilmiş bir geometri sayesinde hassas parçalarda sessiz bir çalışma sağlar.
 |
| Flex Hone ile Plato Finish |

Çapraz Dokulu Yüzey:
Honlama sonucu oluşan yüzey dokusu homojen bir yağlama sağlar. Motor gömlekleri için idealdir.
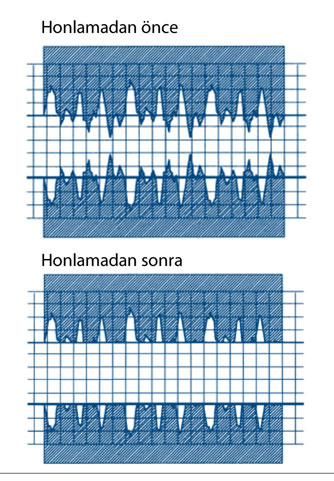
Plato Finish:
Yüzeyin yağ tutması için ideal bir yapıdır. Flex-hone honlama fırçaları ile ekonomik ve pratik olarak elde edilir. Flex-hone önişlemde oluşan tepeleri keserken plato bir yapı oluşturmaktadır. Bu tepelerin kaldırılması keçelerin zarar görmeden yerleştirilme ve çalışmasına olanak tanırken, çapraz yapı sayesinde optimum yağlama sağlar. Hidrolik ve pnömatik uygulamalar için idealdir.
İngilizce Kaynak: WikiPedia (http://en.wikipedia.org/wiki/Honing_(metalworking))
Çeviren: Yamaç Aksan